

※ 行業資訊
不銹鋼焊接式水箱常見故障及處理方法
發布日期:2022年10月11日
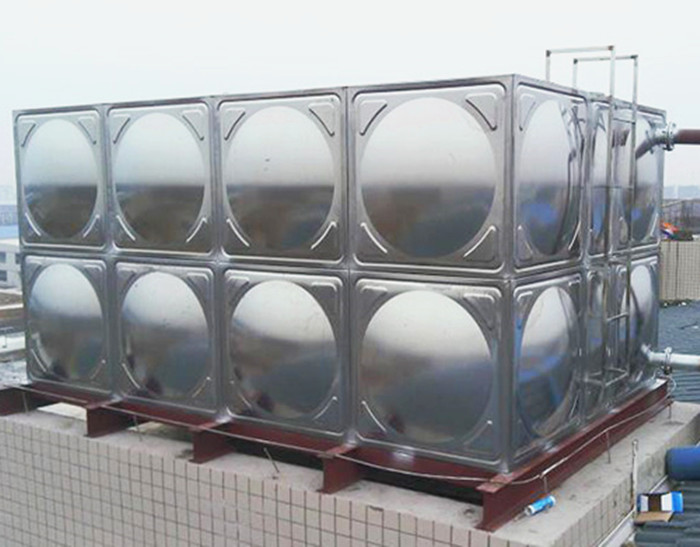
不銹鋼焊接式常壓水(shui)箱(xiang)廣泛用(yong)于建筑給水(shui)的調節、貯存水(shui)箱(xiang)、供熱(re)水(shui)系統的熱(re)水(shui)保溫貯存、凝結(jie)水(shui)箱(xiang)。它解決(jue)了傳統水(shui)箱(xiang)存在(zai)的制作(zuo)、安(an)裝困難、防腐效果差、使用(yong)壽命短、以及(ji)裝配式給水(shui)箱(xiang)易(yi)滲漏(lou)、橡膠條易(yi)老(lao)化(hua)等缺陷。具(ju)有制造(zao)標準化(hua)程度高、制作(zuo)靈活、不用(yong)起(qi)重設備、不污(wu)染水(shui)質等優點。
不銹(xiu)鋼(gang)焊接式(shi)水(shui)箱的常見故(gu)障和處理方法
由(you)于(yu)工業及(ji)生(sheng)活用(yong)水中(zhong)普遍含有氯離子(Cl-),金屬制的熱水容(rong)器總是常年處于(yu)80℃以下含Cl-水的腐(fu)蝕(shi)(shi)(shi)環境中(zhong),容(rong)易(yi)發生(sheng)局部腐(fu)蝕(shi)(shi)(shi)而使其使用(yong)壽命受到限制。與均(jun)勻腐(fu)蝕(shi)(shi)(shi)(化(hua)學腐(fu)蝕(shi)(shi)(shi))相(xiang)比,局部腐(fu)蝕(shi)(shi)(shi)(電化(hua)學腐(fu)蝕(shi)(shi)(shi))速度要快得多,危險性(xing)也大得多,往往導致泄(xie)漏失效。 在含Cl-的水介質之中(zhong),不銹鋼水箱易(yi)發生(sheng)腐(fu)蝕(shi)(shi)(shi)的薄弱環節是焊接(jie)區(qu),由(you)于(yu)該區(qu)經受過高溫加(jia)熱,組織(zhi)及(ji)性(xing)能(neng)有劣(lie)化(hua),抗腐(fu)蝕(shi)(shi)(shi)性(xing)能(neng)也降低。
不(bu)(bu)銹(xiu)(xiu)鋼(gang)水(shui)箱材(cai)質一般為(wei)Cr不(bu)(bu)銹(xiu)(xiu)鋼(gang),因(yin)材(cai)質中不(bu)(bu)含鎳導(dao)致水(shui)箱焊(han)接部位在使用(yong)過(guo)程(cheng)中出(chu)現的(de)(de)(de)(de)腐蝕(shi)滲漏(lou)問題(ti)較為(wei)常(chang)見。傳(chuan)統(tong)的(de)(de)(de)(de)補焊(han)的(de)(de)(de)(de)方法(fa)難度較大(da),受熱應力(li)影響(xiang)(xiang)或會造(zao)成更大(da)的(de)(de)(de)(de)損壞;刷環氧類耐腐材(cai)料則由于表(biao)面的(de)(de)(de)(de)粘結力(li)和(he)膨脹(zhang)系(xi)數(shu)等(deng)(deng)性能影響(xiang)(xiang),或會出(chu)現龜裂、剝(bo)離等(deng)(deng)現象再次加重(zhong)腐蝕(shi)。目前比較有效的(de)(de)(de)(de)方法(fa)多(duo)采(cai)用(yong)高分(fen)(fen)子(zi)復合(he)材(cai)料,其中美嘉華系(xi)列應用(yong)較為(wei)成熟。針(zhen)對不(bu)(bu)同設備(bei),不(bu)(bu)同的(de)(de)(de)(de)運行狀態,不(bu)(bu)同腐蝕(shi)滲漏(lou)形式,采(cai)用(yong)相應的(de)(de)(de)(de)技術產品,可快(kuai)速、簡(jian)單、有效保護設備(bei),特別由于高分(fen)(fen)子(zi)復合(he)材(cai)料所(suo)具有的(de)(de)(de)(de)抗化學(xue)腐蝕(shi)性能,粘結性能等(deng)(deng)綜合(he)性能,避(bi)免(mian)了傳(chuan)統(tong)補焊(han)修復和(he)傳(chuan)統(tong)耐腐材(cai)料保護所(suo)帶(dai)來的(de)(de)(de)(de)不(bu)(bu)利(li)影響(xiang)(xiang),使修復后的(de)(de)(de)(de)設備(bei)壽命甚至超(chao)過(guo)新設備(bei),從根本(ben)上(shang)解決腐蝕(shi)滲漏(lou)原(yuan)因(yin),幫(bang)助(zhu)企業提高設備(bei)管理水(shui)平(ping),降低維修維護成本(ben),提高企業競(jing)爭力(li)。
操(cao)作(zuo)步驟:
表面(mian)(mian)處理(li)(li):先用角(jiao)磨(mo)機清理(li)(li)漏(lou)水部位(wei)表面(mian)(mian)的(de)水垢,然(ran)后用直角(jiao)焊縫(feng)位(wei)置用電磨(mo)清理(li)(li)表面(mian)(mian),用砂紙仔細清理(li)(li)表面(mian)(mian)露(lu)出(chu)金屬原色,再(zai)用無水乙醇(chun)徹(che)底清理(li)(li)表面(mian)(mian)。
調(diao)和材料:將(jiang)1321材料按照3:1的(de)比(bi)例調(diao)和并(bing)攪拌均勻直到沒(mei)有色差。
涂抹材料(liao): 將調好的1321材料(liao)重點刷涂保護焊縫部位,然(ran)后再用1321材料(liao)大(da)面積防腐保護。
固化(hua)時(shi)(shi)間:24小時(shi)(shi)/24℃(材(cai)料(liao)溫(wen)度(du))。材(cai)料(liao)溫(wen)度(du)每(mei)提升11℃,固化(hua)時(shi)(shi)間縮短(duan)一(yi)半,但(dan)提升溫(wen)度(du)不(bu)得超出材(cai)料(liao)的承受溫(wen)度(du)。